“A maximum focus on environmental protection is one of our core tasks. The new ecological improvements will allow the residents to monitor relevant information and assess the sustainability of the company’s activities.” – Tomas Jozonis, General Manager of "Grigeo" AB.


- Installation of public monitoring platforms
We installed public monitoring platforms that allow us to stay up-to-date with the results on wastewater discharge and air testing. Seeking to conform to the highest environmental standards, we have supplemented our existing environmental systems with automated processes, allowing for both easy tracking of data and their presentation to the public. - Automation of the water monitoring system
We have automated our existing monitoring system. This allows for a more efficient systematisation of the data on the factory’s consumption and discharge quantities of water, and need in feed water. This information is published on the public monitoring platform. - Publication of testing results for residents
The residents can see the regularly updated air testing information on the monitoring platforms, which state the carbon dioxide emission levels of the boiler plant. The emergency response action plans for of accidents and irregular situations are also publicly available.
Our company’s paper production processes comprise two main constituents: production of a tissue paper base and its processing into the final product. The tissue paper base is used as the main raw material in the production of the final products: toilet paper, paper towels, tissues, etc. Nearly the entire quantity of water used in paper business is allocated for the production of tissue paper, using water from the Vokė River.
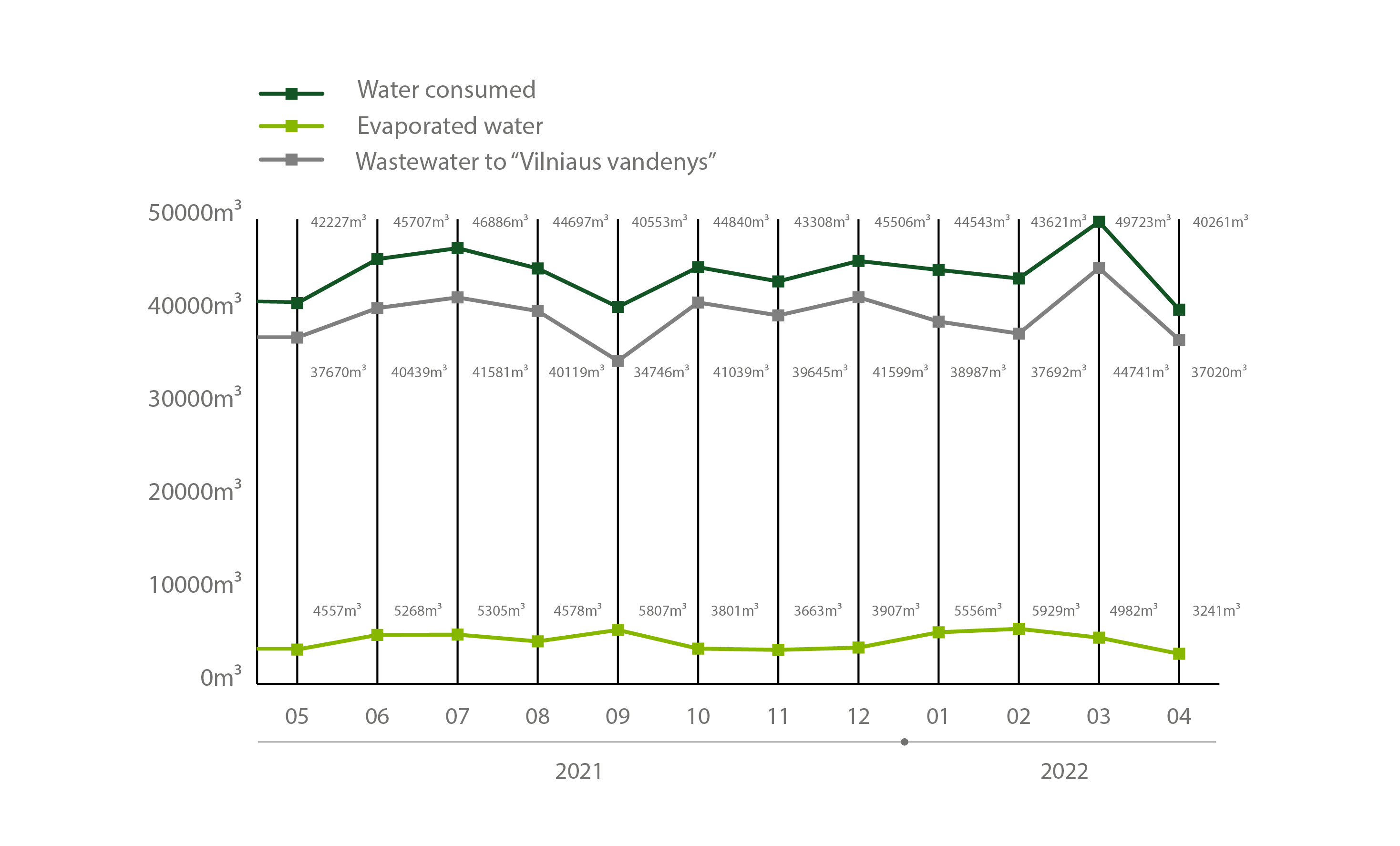
The wastewater generated during the processes is partially purified by removing sinking substances. It is carried out with the help of the wastewater treatment plants of our subsidiary Grigeo Baltwood UAB. For the final purification, the wastewater is pumped into the Vilnius wastewater treatment plant of Vilniaus Vandenys UAB.
We also publish information on the monthly water consumption, the quantity of wastewater, the difference between the quantity of wastewater and the water consumption for the production of one ton of paper.
Water is a natural resource, so saving it, efficiently consuming it and reducing costs are our ongoing objectives. Therefore, we recycle the water required for paper production by using special water cleaning equipment. If not for this equipment, our water consumption would be 10 times higher.
The surface water consumption is tracked via the automatic monitoring system. Each manufacturing stage using water is recorded, monitoring their total and running consumption in real time. This allows for more efficient management of the production equipment and use of water resources.
Below is the summary of the monthly water consumption per production unit.
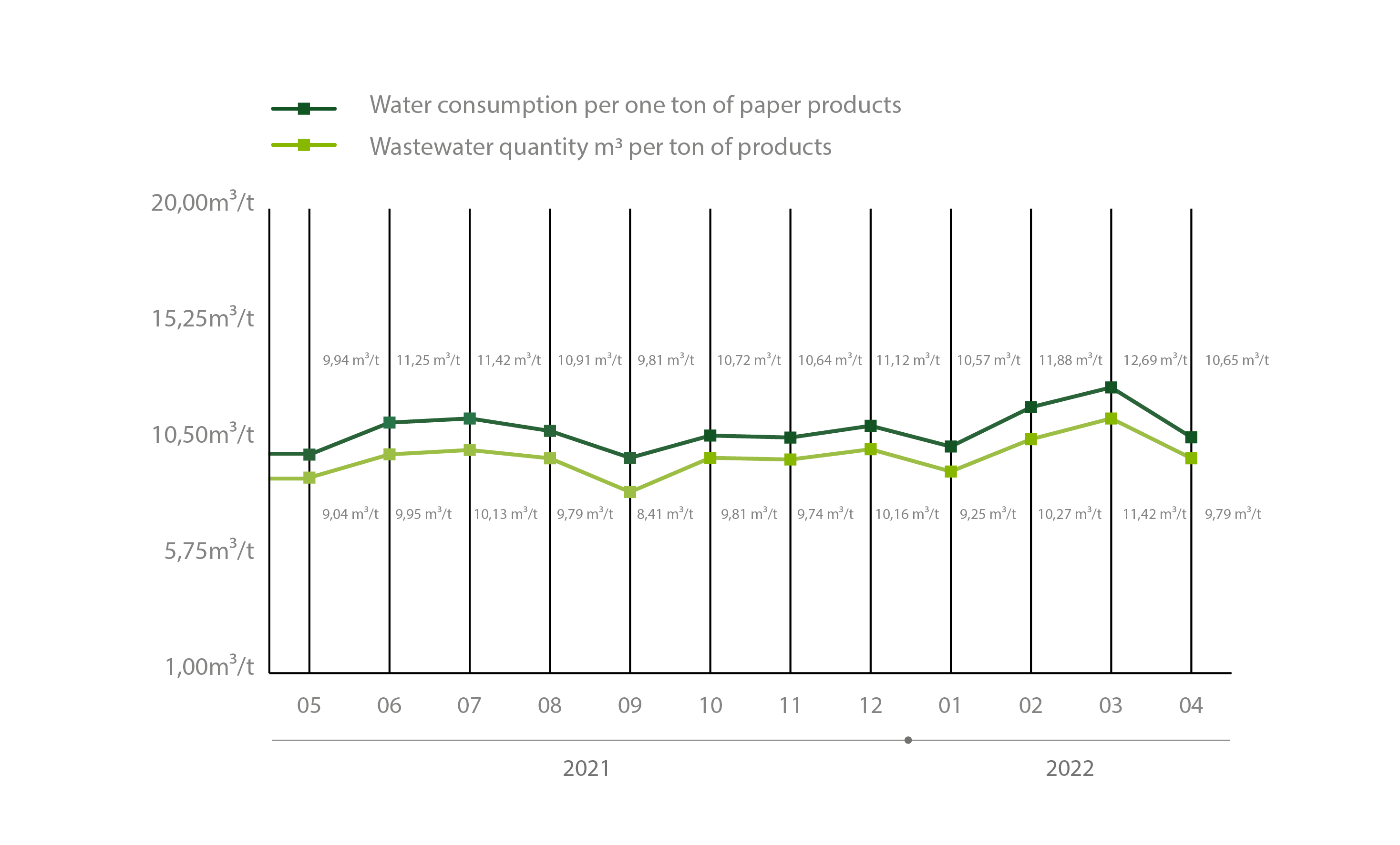
One might wonder why the quantity of wastewater generated after paper production is lower than the quantity of water consumed. This is because paper manufacturing involves several main stages: preparation of the paper pulp, paper formation, pressing, drying and rolling.
- Pulp preparation
The first stage requires two basic components: fibres (waste paper, cellulose) and water. The fibres are diluted in water. This allows us to obtain the fibre and water pulp, which are cleaned in the following production stages. Then, the fibre is separated and its properties are improved. - Formation
The obtained paper pulp is then fed into the paper-making machine, which forms the paper web, supplementing it with the required qualitative properties. - Pressing
The water content of the produced paper web is approximately 99 %, while the final product must contain only approximately 5 % of water. Therefore, the next step involves pressing the paper web with the paper-making machine. Here, it is pressed between two rotating barrels, while the separated water is returned to the process. - Drying
The remaining water is removed from the paper web by heat drying. For this purpose we use the steam generated in the boiler plant by heating up the large barrel of the machine, called the Yankee cylinder, and the hood above it, which acts as a hot air conductor. The surface of the Yankee cylinder is heated to 100 ⁰C, and as the paper web comes in contact with the cylinder surface, the water evaporates. Meanwhile, the hood above the Yankee cylinder blows hot air on the paper web, where the air temperature can reach up to 500 ⁰C. Air saturated with moisture (steam) is then exhausted with the help of the hood. The moisture removed by the hood is the main share of water evaporated in the process. - Rolling
The last stage involves rolling the paper, dried to the required moisture level, into large rolls. Later, these rolls are used as raw material for the paper conversion lines, which shape the final product, making it transportation-friendly.
- Sustainable use of biofuel
We all breathe the same air and we want it to be clean, so our aim and responsibility is to ensure maximum reduction of air emissions. Paper production uses steam generated in the biofuel-fired boilers. Biofuel is referred to as a renewable energy source, and is generally acknowledged to be neutral in its greenhouse effects.
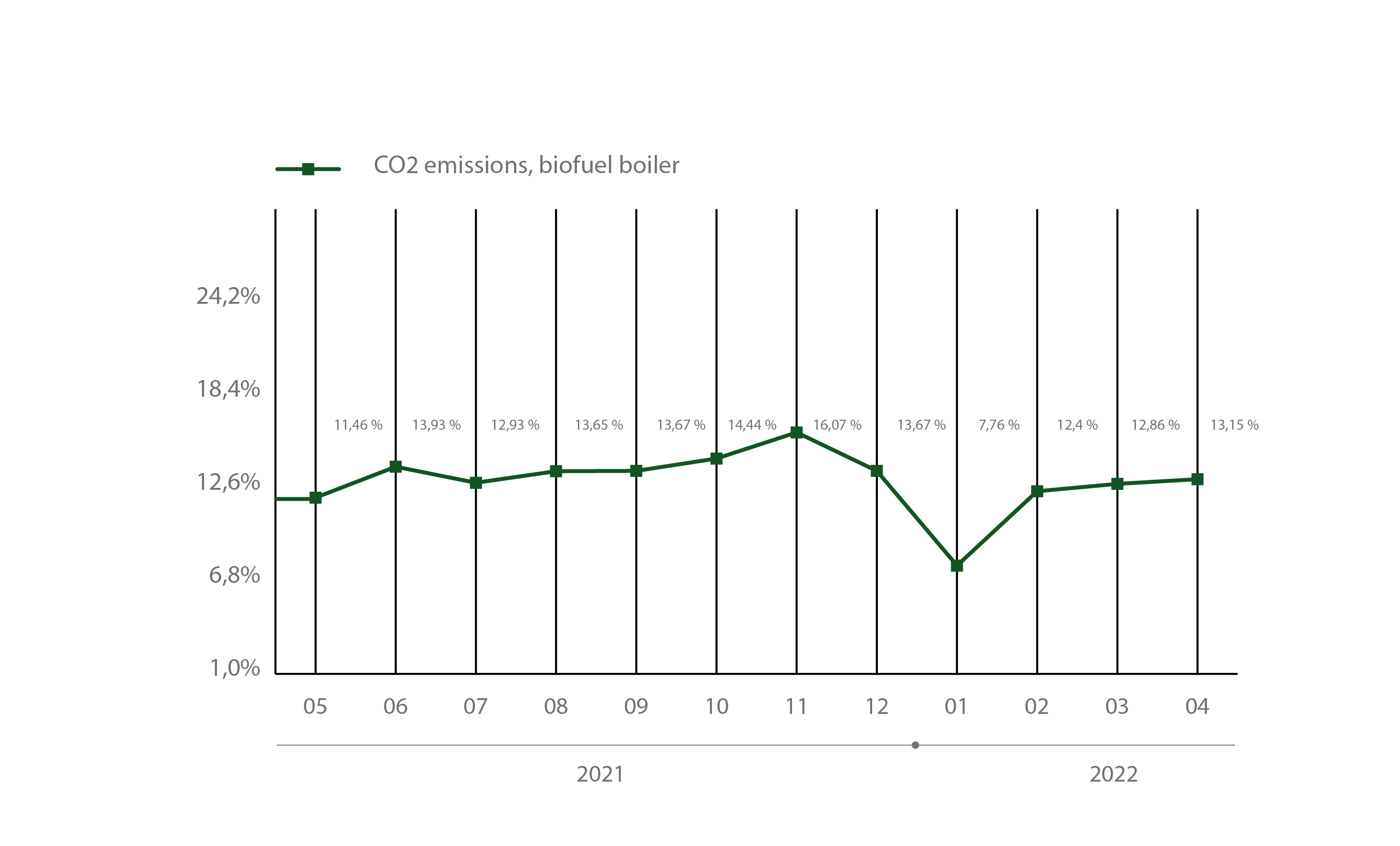
The maximum allowable combustion efficiency parameter for carbon dioxide (CO2max) involving combustion of biofuel, i.e. wood chips, is 20.2 %. The carbon dioxide concentration in all our biofuel boilers, irrespective of differences in capacity (10 MW, 17.5 MW and 3 MW) does not exceed 15 %. Thus, we demonstrate responsible and efficient biofuel combustion on our part.
We also use natural gas in paper production, but its quantities, compared to biofuel, are significantly lower. According to the production statistics, between 1.61 MWh/t and 1.89 MWh/t of thermal energy is required to manufacture one ton of paper products. The largest part of this energy – 65 % to 70 % – is generated in the form of steam by the biofuel boiler plant, and only a small part – 30 % to 35 % – involves the use of natural gas in the form of hot air flow. - Inspection of pollutant concentrations
The inspection of pollutant concentrations of emissions from the steam boilers of the boiler plant is facilitated by the service personnel. With the help of metering devices, our specialists regularly (i.e., at least once per week) measure the concentration of pollutants. We have also concluded an agreement with a certified external company for the performance of control checks.
As of June 2020, independent experts will carry out examinations of pollutants (CO, CO2, NOx and SO2) in emissions from all operating boilers on a monthly basis. Before June 2020, such inspections were carried out once every 3 months, as prescribed by the standard documents of the Republic of Lithuania.
The actual indicators of control measurements of the air emissions are regularly provided in the chart presented below.
Boiler plant data: